服務熱線:13295415882產品到哪裏,服務到哪裏 !

 產品分類
產品分類
products category
 更新時間:2025-12-25
更新時間:2025-12-25  瀏覽次數:121
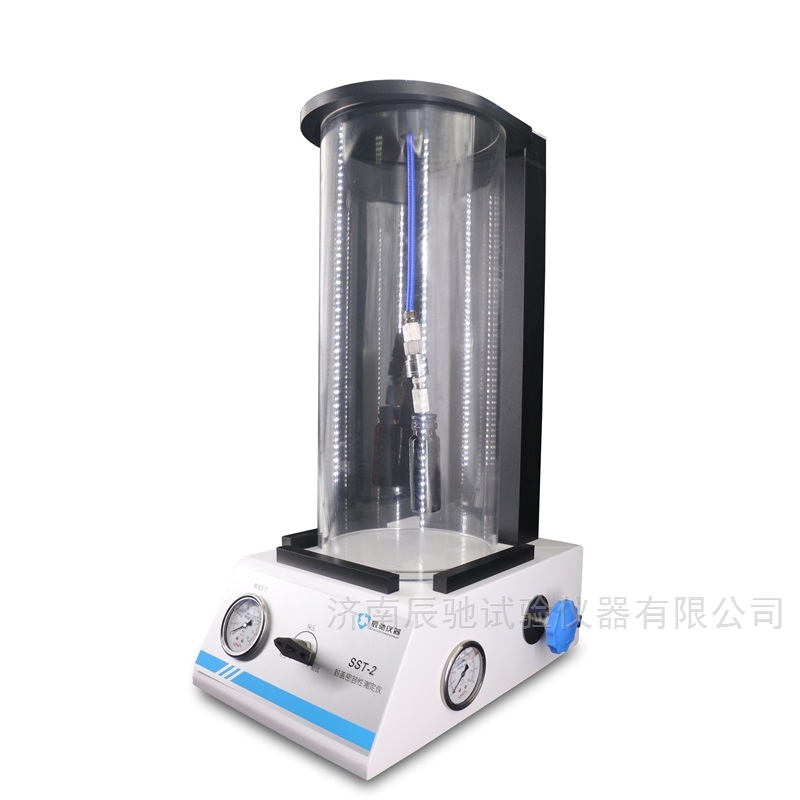
瀏覽次數:121答: 氣密泄漏檢測是通過向塑料瓶內(nei) 充入一定壓力氣體(ti) (通常是壓縮空氣),然後監測壓力變化或使用傳(chuan) 感器檢測氣體(ti) 泄漏,以判斷瓶子是否存在微孔、裂縫或密封不良等缺陷的檢測方法。
答: 主要是為(wei) 了:
確保包裝完整性,防止內(nei) 容物泄漏或汙染
保持產(chan) 品新鮮度和保質期(特別是食品、飲料、藥品)
避免因泄漏導致的變質、氧化或微生物入侵
符合行業(ye) 質量標準和法規要求
答:
壓力衰減法:向瓶內(nei) 充氣,監測壓力下降速度
真空衰減法:將瓶子置於(yu) 真空室,檢測壓力回升
氣泡測試法:浸入水中觀察氣泡(適合實驗室)
質量流量法:直接測量泄漏氣體(ti) 流量
氦質譜檢漏法:高精度檢測,成本較高
答:
瓶身缺陷:微裂紋、壁厚不均、注塑缺陷
瓶口問題:螺紋損傷(shang) 、平麵不平、尺寸偏差
蓋密封不良:墊片缺陷、擰緊力不足、蓋變形
焊接/粘接部位缺陷(如多層複合瓶)
答: 通常根據產(chan) 品要求設定:
答:
溫度變化:影響氣體(ti) 壓力和塑料形變
濕度:可能影響傳(chuan) 感器精度
瓶內(nei) 殘留液體(ti) :會(hui) 產(chan) 生虛假壓力信號
檢測速度:生產(chan) 線速度需與(yu) 檢測時間匹配
答:
校準設備:定期用標準漏孔校準
穩定環境:控製檢測區域的溫濕度
優(you) 化參數:根據瓶型調整壓力、時間閾值
清潔保養(yang) :確保密封元件和傳(chuan) 感器清潔
多方法驗證:對可疑瓶進行二次複檢
答: 通常采用100%全檢,但可根據實際情況:
新模具或新材料批生產(chan) 時提高抽檢頻率
穩定生產(chan) 後可設定定期抽檢(如每小時抽檢20-30個(ge) )
出現異常時立即恢複100%檢測
答:
每日檢查密封圈和夾具磨損
定期清潔氣路過濾器
校準壓力傳(chuan) 感器和流量計
檢查電氣連接和機械部件
記錄維護日誌和檢測數據
答:
智能化:AI算法減少誤判,自適應學習(xi) 不同瓶型
高速高精度:適應更高生產(chan) 線速度
無損檢測:更精細的傳(chuan) 感器技術
集成化:與(yu) 生產(chan) 線其他檢測係統(視覺、重量)聯動
數據追溯:檢測數據與(yu) 生產(chan) 批次綁定
 您的位置:
您的位置:


 在線谘詢
在線谘詢 返回頂部
返回頂部